Discover our complete solutions portfolio covering Cathodic Protection and Corrosion management - PCB design and plating - Functional and decorative plating - Electrocoating - Acoustics
Discover Protect
Elsyca V-PIMS
A revolution in digital PIMS combining Pipeline Corrosion Integrity Management System (PIMS) and computational modeling capabilities
Elsyca IRIS
Deep analysis of AC threats supporting efficient mitigation systems computer-aided design
Elsyca CatPro
Graphical simulation platform for cathodic protection and DC stray current analysis of pipeline networks
Elsyca CPManager
3D CAD-based software simulation platform for the computer-aided design and analysis of cathodic protection installations
Elsyca ACTA
Unique solution offering accurate, disambiguated, and tailored risk ranking report of pipeline networks
Plate
Elsyca PlatingManager
Leverage a digital twin of your plating line to predict plating performance and increase manufacturing capacity
Elsyca PCBBalance
The world’s only PCB DFM software that applies automated and optimized copper balancing to your PCB design and panel layout.
Elsyca PCBPlate
State-of-the-art graphical simulation platform for enhancing the plating performance of your PCB panel and pattern plating processes.
Elsyca ECoatMaster
CAD independent software platform for the simulation of the automotive electrocoating process of a body-in-white (BIW).
Elsyca EPOS
Simulate the performances of electropolishing processes based on a virtual mock-up of the electropolishing cell.
Elsyca AnodizingManager
State-of-the-art graphical simulation platform for analyzing the production performance and quality of anodizing processes.
Innovate
Elsyca CorrosionMaster
CorrosionMaster identifies corrosion hot spots and predicts corrosion rates, enabling engineers to look at alternative material combinations and/or coating systems, or investigate corrosion-mitigating measures.
Elsyca LeakageMaster
Improve vehicles interior acoustic comfort by performing upfront virtual smoke tests.
Elsyca MeshingMaster
Automatically creates meshes for a variety of applications such as acoustics, CFD, thermal analysis, etc
Elsyca XPlorer
Interactive simulation results viewer for Finite Elements results
Elsyca XPlorer3D
Analyze, Understand and Get Immersed in your results
Tooling design for electroforming of dashboard mold
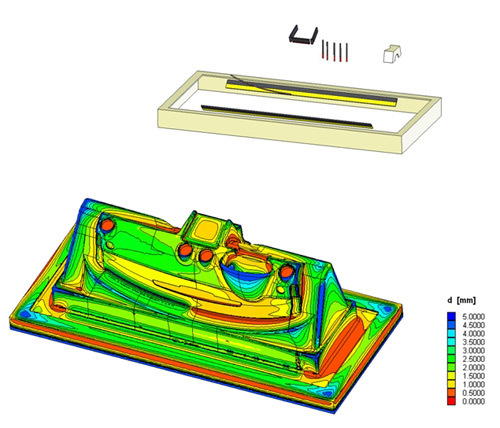
For large size parts to be electroformed, as for example a dashboard mould, the first step of a Computer Aided Engineering project consists in a fast plateability analysis, based on the CAD of the mould and the tank configuration with its main anodes.
For large size parts to be electroformed, as for example a dashboard mould, the first step of a Computer Aided Engineering project consists in a fast plateability analysis, based on the CAD of the mould and the tank configuration with its main anodes. This analysis reveals the deposit thickness distribution that could be achieved by only using the main tank anode baskets and by consequence also provide a first indication on the amount of reworking efforts that will be required for electroforming this part within thickness specifications if no extensive use is made of a dedicated tooling system.
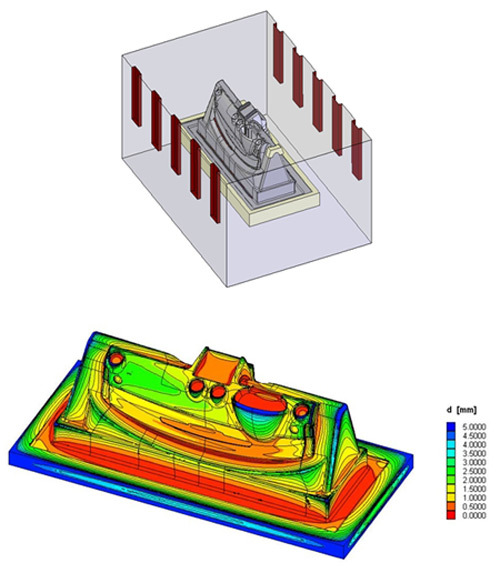
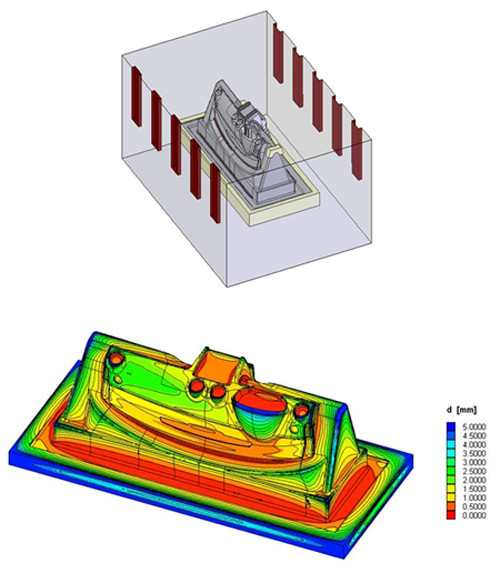
By addressing each problem zone at a time via iterative simulations, a complete configuration of auxiliary anodes, current robbers and insulating shields is gradually developed. Different rectifiers act on separate conforming anode groups in order to achieve enhanced control over the current density distribution. This finally leads to a nickel deposit thickness that is within specifications for over more than 95 % of the surface area to be plated.
Below a partial tooling set is show, comprising some dedicated solid nickel conforming anodes and a few insulating shields. The resulting performance as simulated for this partial tooling set, being used in combination to the main anode baskets (= hybrid operation modus) and after fine tuning the process parameters (current imposed through the different rectifiers) indicates that already a significant improvement has been achieved.